
Erilaiset materiaalien leikkausmenetelmät
Happipoltto-, plasma- ja laserleikkauksessa käytetään lämpöenergiaa materiaalien lämmittämiseen syttymis-, sulamis- tai haihtumislämpötilaan. Liekkileikkaus ja laserleikkaus hapella käyttää prosessissa happireaktion eksotermistä energiaa. Plasmaleikkauksessa ja laserleikkauksessa materiaali kuumennetaan sulamislämpötilaan ja leikkauskaasu puhaltaa sulan ulos. Leikkauskaasun valinta on sovitettava sovellukseen parhaan suorituskyvyn saavuttamiseksi.
Leikkausmenetelmät
Liekkileikkaus on palamisprosessi. Varsinainen leikkaus ei tapahdu itse kuumennusliekillä vaan happisuihkulla, joka polttaa materiaalia lämmönmuodostuksen aikana ja kuljettaa palamistuotteet (kuona) pois leikkauskohdasta. Ennen kuin leikkaus voidaan aloittaa, teräs on lämmitettävä syttymislämpötilaan kaasuliekin avulla. Polttokaasun valinta vaikuttaa leikkauksen laatuun ja esilämmitykseen käytettävään aikaan.
Liekkileikkausta voidaan käyttää liukuleikkaukseen, kun leikataan mietoja ja niukkaseosteisia teräksiä jopa yli 1000 mm:n paksuisia teräksiä. Leikkauslaatu riippuu myös työkappaleen pinnasta, ja siihen voidaan vaikuttaa erilaisilla esipohjustuksilla. Useiden polttimien käyttö suoraleikkaukseen, vaiheleikkaukseen ja liitosten valmistukseen on esimerkki leikkausprosessin monipuolisuudesta. Prosessi on myös helppo koneellistaa.
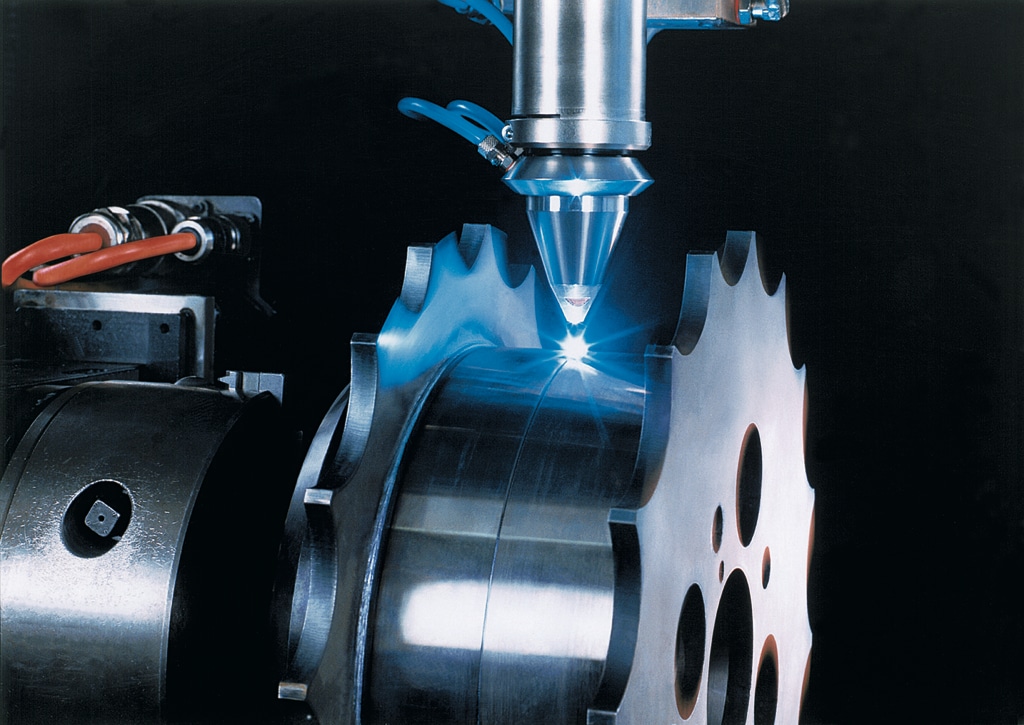
Laser soveltuu parhaiten ohuiden kappaleiden erittäin tarkkaan leikkaamiseen. Leikkauslaatu on niin korkea, että kappaleet voidaan käyttää suoraan tai lähettää jatkokäsittelyyn ilman jälkikäsittelyä. Keskitetty lasersäde on niin voimakas, että se sulattaa ja höyrystää suoraan leikattavan materiaalin. Laserilla voidaan leikata myös monia muita materiaaleja kuin metalleja, kuten muovia, puuta jne.
Sovellus määrittää, kumpi kaasuista, happi tai typpi, soveltuu tehtävään paremmin. Happi reagoi eksotermisesti (tuottaa lämpöä) materiaalin kanssa, mikä mahdollistaa nopeamman leikkausnopeuden kuin typpi. Tämän vuoksi happi on tärkein leikkauskaasu mietojen ja niukkaseosteisten terästen leikkauksessa. Se ei kuitenkaan sovellu hyvin ruostumattoman teräksen leikkaamiseen, koska leikattava pinta menettää korroosionkestävyytensä. Hapella leikatut alumiinipinnat ovat epätasaisia. Puhtaan, oksidittoman leikkauspinnan saamiseksi on näiden materiaalien leikkauksessa käytettävä typpeä. Erityiset LASERLINE®-kaasumme ja kaasunsyöttöjärjestelmämme auttavat varmistamaan, että leikkaustoimintasi on alusta loppuun huipputeknistä ja taloudellista.
Plasmaleikkaus on sulaleikkausmenetelmä, jossa kuuman plasmakaaren energiaa käytetään sulan materiaalin puhaltamiseen pois. Plasma on aineen olomuoto, jossa kaasu on ionisoitunut, mikä tarkoittaa, että se koostuu positiivisista ioneista ja elektroneista, jolloin väliaine on sähköä johtavaa. Plasma sulattaa materiaalin paikallisesti ja sulanut materiaali poistetaan leikkauksesta kaasusuihkun avulla. Esimerkiksi mieto teräs leikataan usein hapella tai typellä plasmakaasuna, kun taas ruostumaton teräs leikataan usein argon- (tai typpi-) kaasulla, joka sisältää vetyä pelkistävänä väliaineena.
Erittäin puhtaat laserkaasut säteen suojaamiseksi
Turvallinen, luotettava ja tehokas kaasunsyöttö on yksi tärkeimmistä tekijöistä, jotka on otettava huomioon investoitaessa uuteen laserkoneeseen tai optimoitaessa nykyisiä lasertoimintoja. Linde tukee sinua tehokkaasti tässä prosessissa. Resonaattorikaasuja käytetään kaasulasereissa laservalon tuottamiseen. CO2-laserin kaasuseos sisältää heliumia, typpeä ja hiilidioksidia.
Tietyissä lasertyypeissä käytetään muita lisäaineita, esimerkiksi happea, vetyä, ksenonia ja hiilimonoksidia. Excimer-laserien kaasuseokset koostuvat usein halogeeneista, jalokaasuista (krypton, ksenon tai argon) ja puskurikaasuista (helium tai neon). Nykyaikainen hiilidioksidilaser vaatii erittäin puhtaita laserkaasuja. Liian suuret määrät epäpuhtauksia voivat vaikuttaa laserin tehoon. Myös optisten komponenttien käyttöikä voi heikentyä. Tässä yhteydessä vesihöyry ja hiilivedyt ovat kriittisimpiä epäpuhtauksia.

Mitä asiakkaamme sanovat?
“Olen erittäin tyytyväinen Lindeen laserkaasujen ja -palveluiden toimittajana yrityksessämme.
Arvostan erityisesti teknistä tukea.
Nopeat vasteajat ja omistautuneet, asiantuntevat Linden teknikot ovat meille erittäin arvokkaita.”
Richard Jorvén, toimitusjohtaja ja omistaja
Täby Plåtteknik AB
Osta tuotteita täältä




 Lataukset
Lataukset
| Turvallisuustiedotteet | Tuotetiedotteet ja esitteet |
|---|---|